عیبیابی در ماشینهای دوار نقش بسیار مهمی در کاهش خرابیهای فاجعهبار و از دست رفتن تولید دارد. در این میان، بلبرینگها و رولربیرینگها از اجزای کلیدی هستند که باید بهطور ویژه مورد پایش قرار گیرند. تشخیص زودهنگام و تحلیل عیوب مربوط به بلبرینگها اهمیت بالایی دارد.
زمانی که در رینگ های داخلی یا خارجی بلبرینگ و یا در عناصر غلتشی آن (ساچمه یا رولر) نقصی به وجود آید، چهار نوع فرکانس ارتعاشی مشخص ایجاد میشود:
- BPFO : فرکانس رینگ خارجی (Outer Race)
- BPFI : فرکانس رینگ داخلی (Inner Race)
- BSF : فرکانس ساچمه (Rolling Element)
- FTF : فرکانس قفسه یا نگهدارنده (Cage)
علاوه بر این، بلبرینگها معمولاً با پیشرفت عیب، چهار مرحلهی مشخص از تغییرات ارتعاشی را پشت سر میگذارند.
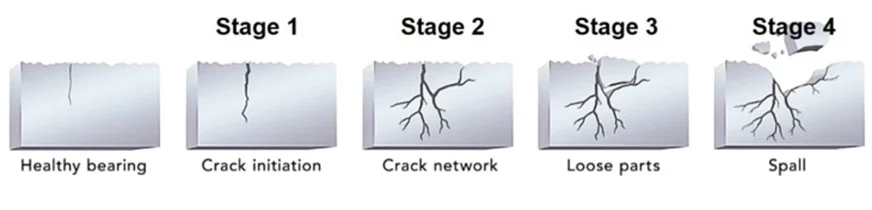
بنابراین، شناسایی این ویژگیها نهتنها میتواند به تأیید خرابی بلبرینگ کمک کند، بلکه میتواند نشانههایی از میزان پیشرفت و شدت تخریب بلبرینگ را نیز ارائه دهد.
مرحله اول (Stage One):
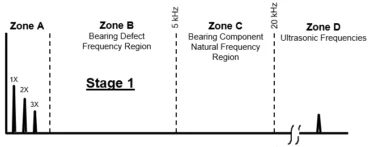
اولین نشانههای بروز مشکل در بلبرینگها در محدودهی فرکانسهای فراصوتی (Ultrasonic) ظاهر میشوند، یعنی در بازهای حدود ۲۰ کیلوهرتز.
برای شناسایی این علائم اولیه، لازم است از روشهای فراصوت یا ارتعاشات با فرکانس بالا مانند Spike Energy، Shock Pulse یا PeakVue استفاده شود. نکتهی مهم این است که تمام این روشها میتوانند در تشخیص بسیاری از شرایط خرابی، بسیار مؤثر باشند.
در این مرحلهی ابتدایی از خرابی، ترکهای میکروسکوپی روی سطوح تماس به وجود میآیند که باعث تولید امواج الاستیک میشوند. با این حال، انرژی این امواج در این مرحله هنوز بسیار پایین است و چندین مرتبه ضعیفتر از ارتعاشات فرکانس پایین است، هرچند قابل اندازهگیری است.
برای آنکه افزایش در طیف شتاب پوشدار (Enveloped Acceleration Spectrum) بهخوبی قابل مشاهده باشد و پاسخ فرکانسی بهاندازهی کافی دقیق ثبت شود، انتخاب صحیح نوع حسگر، حساسیت آن (مثل 10 mV/g، 100 mV/g یا 500 mV/g)، روش نصب (مغناطیسی، چسبی یا پیچی) و تنظیمات دستگاه اهمیت زیادی دارد. علاوه بر این، سنسور باید تا حد امکان نزدیک به ناحیهی بار
(Load Zone) بلبرینگ نصب شود تا دادههای دقیقتری ثبت گردد.
در تجهیزات با سرعت پایین، استفاده از ترنسدیوسر شوک پالس (Shock Pulse Transducer) یا ترکیب آن با یک شتابسنج استاندارد (Accelerometer) نیز میتواند بسیار مؤثر باشد.
در این مرحله، عمر باقیمانده بلبرینگ بیش از ۱۰ تا ۲۰ درصد است.
مرحله دوم (Stage Two):
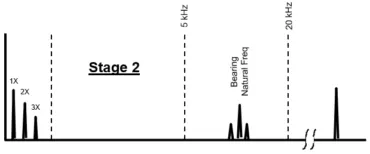
در مرحله دوم (Stage Two)، روند تخریب بلبرینگ ادامه پیدا میکند. در نتیجه، سیگنالهای حاصل از روشهای تشخیص فرکانس بالا (مانند Spike Energy یا Shock Pulse) همچنان افزایش مییابند.
در این مرحله، شدت نیروهای ضربهای به اندازهای زیاد میشود که میتواند فرکانسهای طبیعی اجزای مختلف بلبرینگ را تحریک کند. این فرکانسهای طبیعی به ابعاد بلبرینگ و نحوهی نصب آن روی شفت یا هوزینگ بستگی دارند، و معمولاً در محدودهی ۲ تا ۶ کیلوهرتز قرار دارند.
در پایان مرحله دوم، ساید باندهایی (Sidebands) در بالا و پایین فرکانسهای طبیعی ظاهر میشوند و میزان انرژی ثبتشده توسط روشهای فرکانس بالا باز هم افزایش پیدا میکند.
هنگامی که مشخص شود بلبرینگ وارد مرحله دوم تخریب شده است، باید پایش مداوم و دقیقتر دستگاه آغاز شود تا بتوان سرعت پیشرفت خرابی را ارزیابی کرد.
در این مرحله، عمر باقیماندهی بلبرینگ کمتر از ۵ تا ۱۰ درصد است.
مرحله سوم (Stage Three):
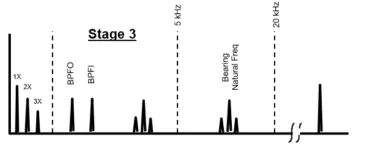
در مرحله سوم (Stage Three)، روند تخریب بلبرینگ همچنان ادامه دارد و مقادیر اندازهگیریشده در تحلیل ارتعاشات به طور پیوسته افزایش مییابد.
از ویژگیهای شاخص این مرحله، ظهور فرکانسهای مشخص عیب بلبرینگ در طیف ارتعاشات است،یعنی فرکانسهایی مانند BPFO، BPFI، BSF و FTF که نشاندهندهی نوع و محل خرابی هستند.
وقتی تأیید شد که بلبرینگ وارد مرحله سوم شده است، باید برنامهریزی برای توقف دستگاه و تعویض بلبرینگ در اولین فرصت ممکن انجام شود. اگر توقف دستگاه در آن زمان امکانپذیر نباشد، باید فاصلهی بین پایشها بهصورت چشمگیری کاهش یابد.
بسته به نوع تجهیز، میزان بار و سرعت، این بازه میتواند از هفتهای یکبار تا روزی یکبار یا حتی هر چند ساعت یکبار تنظیم شود.(بستگی به اهمیت ماشین و توقف خط تولید دارد)
در این مرحله، عمر باقیمانده بلبرینگ کمتر از ۱ تا ۵ درصد است.
مرحله چهارم (Stage Four):
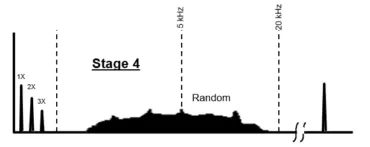
مرحله چهارم (Stage Four) آخرین مرحلهی تخریب بلبرینگ پیش از خرابی کامل و فاجعهبار (Catastrophic Failure) است.
در این مرحله، ممکن است مقادیر اندازهگیریشده در روشهای تشخیص فرکانس بالا (مانند Shock Pulse یا PeakVue) برخلاف انتظار کاهش پیدا کنند. علت این پدیده آن است که لبههای مسیر غلتش (Raceway) یا عناصر غلتشی (Rolling Elements) که دچار آسیب شدهاند، به مرور گرد و صاف میشوند و این باعث کاهش شدت نیروهای ضربهای میگردد.
از سوی دیگر، ذرات فلزی جداشده از اجزای مختلف بلبرینگ ممکن است درون شیارها و ترکهای عمیق تجمع یافته و در اثر عبور ساچمهها یا رولرها سطحی نسبتاً صافتر ایجاد کنند. با این حال، در همین فرآیند، فاصله داخلی اجزای بلبرینگ (Clearance) بهطور محسوسی افزایش مییابد و شرایط لقی زیاد (Looseness) ایجاد میشود.
نتیجهی این وضعیت، افزایش محسوس در دامنهی ارتعاشات کلی (Overall Vibration Velocity Amplitude) است. همچنین، فرکانسهای مشخص عیب بلبرینگ که در مرحلهی قبل قابل مشاهده بودند، به تدریج ناپدید میشوند و جای خود را به نویز تصادفی (Random Vibration) در قالب یک نویز فلوور (Noise Floor) میدهند.
در این مرحله، خرابی کامل بلبرینگ و توقف ناگهانی ماشین میتواند در هر لحظه رخ دهد.
با دانستن تمام مراحل و ویژگیهای هر یک از آنها، از دیدگاه عملی باید بیشترین تمرکز بر مرحله دوم و سوم باشد، چراکه تحلیل درست آنها میتواند به تشخیص زودهنگام خرابی و جلوگیری از توقف ناگهانی دستگاه کمک کند.
از آنجا که خرابیهای بلبرینگ باعث ایجاد ارتعاشات ضربهای میشوند، این فرکانسهای اصلی معمولاً همراه با هارمونیکهای مضرب آنها (Harmonics) نیز ظاهر میگردند.
بهطور کلی، هرچه تعداد هارمونیکها بیشتر باشد، وضعیت بلبرینگ بدتر است.
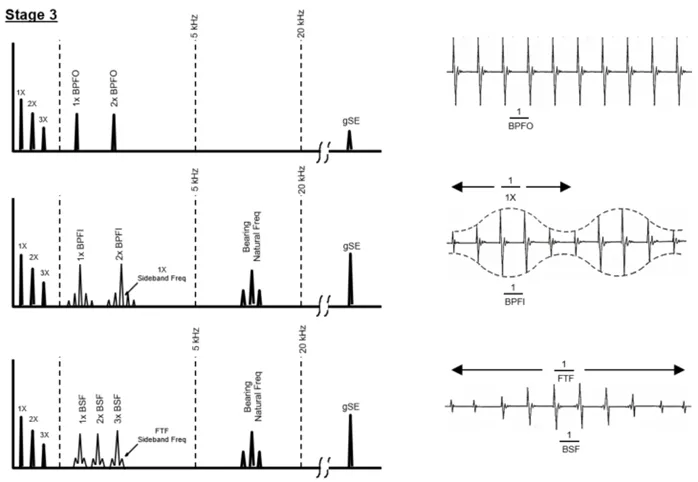
عیوب رینگ داخلی (Inner Raceway Defects) فرکانسهایی متفاوت از عیوب رینگ خارجی (Outer Raceway Defects) ایجاد میکنند.
بهطور معمول، عیوب رینگ داخلی بلبرینگ با ساید باندهای (Sidebands) همراه هستند که در بالا و پایین فرکانسهای عیب بلبرینگ ظاهر میشوند. این نوارهای جانبی در فواصل ±1 برابر سرعت چرخش (±1×RPM) از فرکانس اصلی قرار دارند.
مانند فرکانسهای تشدید (Resonant Frequencies)، دامنهی فرکانسهای عیب مشخص معمولاً خیلی زیاد نیست.
به همین شکل، عیوب ساچمه ها (Rolling Elements Defects) نیز با ساید باندهایی همراهاند، اما در این مورد، فاصلهی ساید باندهایی از فرکانس عیب اصلی برابر با ±FTF فرکانس عیب قفسه است، نه سرعت دوران.
برای بررسی تئوری فوق، به یک مطالعهی موردی واقعی (Case Study) می پردازیم:
تجهیز: الکتروپمپ آب
سرعت دوران: 1485 rpm
بلبرینگهای سمت درایو (DE) و مقابل درایو : (NDE) FAG 6319
بر اساس دادههای سازندهی بلبرینگ FAG 6319، مقادیر فرکانسی به صورت زیر است:
ابتدا rpm را به Hz تبدیل میکنیم:
|
نوع فرکانس عیب |
نسبت به سرعت دوران (Order) |
فرکانس خرابی(Hz) |
|
FTF (قفسه) |
0.3984 |
9.86 |
|
BSF (عنصر ساچمه) |
2.358 |
58.4 |
|
BPFO (رینگ خارجی) |
3.585 |
88.7 |
|
BPFI (رینگ داخلی) |
5.415 |
133.9 |
با در نظر گرفتن سرعت موتور (1485 rpm) و تبدیل آن به چرخه در دقیقه (cpm)، مقادیر زیر به دست میآید:
|
نوع فرکانس عیب |
مقدار (cpm) |
|
FTF |
591.624 |
|
BSF |
3501.63 |
|
BPFO |
5323.725 |
|
BPFI |
8041.275 |
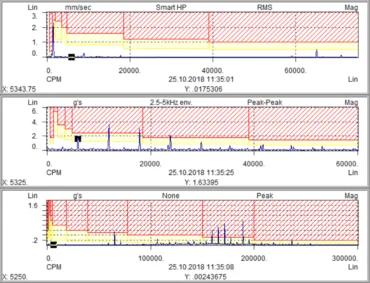
فرکانسهای عیب بلبرینگ در مرحله دوم:
در این مرحله، همانطور که در توضیحات قبلی اشاره شد، شدت نیروهای ضربهای به حدی میرسد که فرکانسهای طبیعی اجزا تحریک میشوند و این فرکانسهای عیب مشخص (BPFO، BPFI، BSF، FTF) بهوضوح در طیف ارتعاشات قابل مشاهدهاند.
ساید باندها (Sidebands) نیز در این مرحله با فواصل مشخص( ±1×RPM یا ±FTF) در اطراف این فرکانسها ظاهر میشوند و نشانهی آغاز خرابی قابل تشخیص هستند.
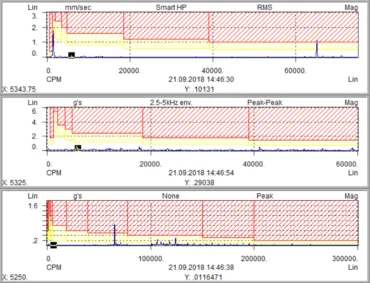
فرکانسهای عیب بلبرینگ (BPFO) واضح در مرحله سوم:
وضعیت بلبرینگ پس از توقف دستگاه:

همانطور که پیشتر نشان داده شد، اکثر عیوب در تجهیزات دوار، از جمله بلبرینگها، با فرآیندهای ضربهای (Impact Processes) و فرکانسهای تشدید مشخص همراه هستند. سیگنال ارتعاشی دستگاه میتواند شامل یک یا چند فرکانس تشدید برجسته باشد، که این موضوع به شدت و تعداد عیوب بستگی دارد.
روشهای تحلیل و پایش
رایجترین روش برای استخراج ویژگیهای اطلاعاتی (Informative Features)، جایی که تیمی از کارشناسان پایش وضعیت مبتنی بر ارتعاش، تحلیل را انجام میدهند، تحلیل مؤلفههای طیفی (Spectral Analysis) است.
اما نکته مهم این است که روشهای رایج پایش ارتعاش در حال حاضر، دامنه ویژگیهای اطلاعاتی را به شکلی ارائه میدهند که برای سیستمهای خودکار مشکلساز است. مشکل اصلی این است که این دادهها برای عملکرد پایدار الگوریتمهای یادگیری ماشین کافی نیستند. با این حال، در بیش از نیم قرن گذشته، راهنماها و نقشههای طبقهبندی
(Classifiers / Condition Monitoring Maps) برای انواع تجهیزات تدوین شدهاند. روشهای تحلیلی مبتنی بر این تجربه باید حتماً در یک سیستم خودکار خوب به کار گرفته شوند.
تمام ویژگیهای اطلاعاتی استخراجشده از طیف سیگنال ارتعاش و طیف پوششی (Envelope Spectrum) باید در تشکیل بردار ویژگیهای وضعیت فنی تجهیزات وارد شوند تا مبتنی بر یادگیری عمیق (Deep Learning) و منطق فازی
(Fuzzy Logic) استفاده شود.
تحلیل شکل موج زمانی (Time Waveform Analysis)
برای هر دو، هم کارشناس انسانی و هم سیستم خودکار، تحلیل شکل موج زمانی سیگنال اهمیت دارد.
- کارشناس انسانی میتواند الگوهای مشخص (مثل فرکانسهای خرابی مرحله سوم) را تحلیل کند و عمدتاً بر روی طیفها تمرکز میکند.
- سیستم خودکار، بهعنوان بخشی از تحلیل عمیق (Deep Analytics)، باید هنگام تحلیل شکل موج به توابع موجک (Wavelet Functions) و میزان مشارکت انرژی (Energy Contribution) توجه کند.
توجه داشته باشید که از دیدگاه تجزیه موجک (Wavelet Decomposition)، سیگنال ارتعاش بهترین نمایش را نه با مجموع تعداد زیادی مؤلفه، بلکه تنها با چند مؤلفهای دارد که بیشترین سهم انرژی را دارند.
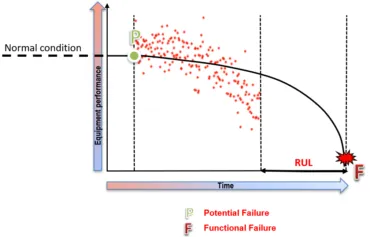
عمر مفید باقیمانده (RUL)
یکی از بخشهای مهم سیستم خودکار، روشهای تخمین عمر مفید باقیمانده تجهیزات است.
سوال رایج کارشناسان ارتعاش این است: بلبرینگها تا چه مدت کار میکنند؟
پاسخ دقیق ممکن نیست، اما با استفاده از روشهای آماری میتوان بخشی از عمر بلبرینگ را با محاسبه Remaining Useful Life (RUL) تخمین زد.
سادهترین روش برای توضیح نحوه کار یک کارشناس انسانی، استفاده از منحنی P-F (P-F Curve) است. کار کلیدی این است که بلوک دادهها در طول زمان حرکت داده شود تا محتملترین موقعیت با توجه به الگوی تخریب شناسایی شود و سپس عمر باقیمانده برآورد گردد.
سیستم خودکار نیز از رویکردی مشابه استفاده خواهد کرد.
البته، روش محاسبه عمر مفید باقیمانده (RUL) به نوع دادهای که در اختیار داریم بستگی دارد.
نمونههایی از دادهها عبارتند از:
- دادههای طول عمر (Lifetime Data): نشان میدهد مشابه این ماشینها قبل از خرابی چقدر زمان کار کردهاند.
- دادههای Run-to-Failure (RTF): دادههایی از ماشینهای مشابه که تا زمان خرابی کار کردهاند.
- مقدار آستانه مشخص (Threshold): یک شاخص وضعیت که خرابی را شناسایی میکند.
کارشناس انسانی و سیستم خودکار در مواجهه با دادههای طول عمر، باید از مدلهای proportional hazard و توزیعهای احتمالی زمان خرابی اجزا استفاده کنند.
برای دادههای RTF، روشهای مشابهت (Similarity Methods) توصیه میشود.
در نهایت، برای دادههای آستانه، از مدلهای تخریب (Degradation Models) استفاده میشود.
در نتیجه، همه چیز به آمار و مدیریت صحیح دادههای تاریخی وابسته است.
با این حال، باید به یاد داشت که این تنها تخمینی از عمر بلبرینگ است و عوامل دیگری مانند:
- روانکاری نامناسب یا اشتباه
- آلودگی روانکار
- آسیب ناشی از نگهداری یا نصب نادرست
در نظر گرفته نمیشوند، و این عوامل میتوانند تأثیر منفی بر عمر بلبرینگها داشته باشند.
جمعبندی و توصیههای نگهداری
بلبرینگها نقش حیاتی در عملکرد صحیح ماشینهای دوار دارند و نصب صحیح آنها اولین گام برای افزایش عمر مفید تجهیزات است. اگر بلبرینگها بهدرستی نصب شوند و نیروهای اضافی و ضربههای ناخواسته کاهش یابد، فرآیند خستگی و تخریب بلبرینگها با تأخیر آغاز میشود و عمر عملیاتی تجهیزات افزایش مییابد.
در چنین شرایطی، ظهور اولین فرکانسهای نشانهی خرابی بلبرینگ دیرتر رخ میدهد و چه تحلیل ارتعاشات توسط کارشناس انسانی انجام شود و چه توسط سیستمهای پایش خودکار، امکان انجام اقدامات پیشگیرانه فراهم میگردد.
برای افزایش طول عمر بلبرینگها، رعایت موارد زیر توصیه میشود:
- روانکاری مناسب و منظم: استفاده از روانکار مناسب با کیفیت کافی و تعویض به موقع آن، از سایش و آسیب سطحی جلوگیری میکند.
- پاکیزگی و جلوگیری از آلودگی: بلبرینگها باید در محیطی تمیز نصب و نگهداری شوند تا ورود گرد و غبار، ذرات فلزی یا رطوبت باعث خرابی نشود.
- بازرسی و پایش دورهای: اندازهگیری ارتعاشات، صدا و دما به صورت منظم، امکان تشخیص زودهنگام مشکلات و جلوگیری از خرابیهای فاجعهبار را فراهم میکند.
- کنترل بار و سرعت: از اعمال بار بیش از حد یا کارکرد با سرعت نامناسب جلوگیری شود، زیرا افزایش تنش و ارتعاش باعث تسریع خرابی میشود.
- بررسی وضعیت پیش از نصب: قبل از نصب، بلبرینگها باید از نظر ابعاد، نقصهای ظاهری و آسیبهای احتمالی بررسی شوند.
- آموزش پرسنل: اپراتورها و تیم نگهداری باید با اصول نصب، روانکاری و پایش ارتعاشات آشنا باشند تا از خطاهای انسانی جلوگیری شود.
به طور کلی، کنترل ارتعاشات، سرویس منظم، روانکاری مناسب و پایش دورهای مهمترین عوامل در افزایش عمر مفید، بهبود قابلیت اطمینان و عملکرد بهینه بلبرینگها و تجهیزات دوار هستند.